 Nesse artigo vou iniciar uma categoria chamada “Como o Kite MES faz para…“. A intenção é apresentar como a solução Kite MES faz para permitir a gestão de vários problemas típicos da produção. Em outros artigos eu falei sobre vários problemas relacionados a baixa produtividade da indústria brasileira. Nos artigos dessa categoria pretendo apresentar algumas soluções de gestão que permitem o aumento dessa produtividade.
Nesse artigo vou iniciar uma categoria chamada “Como o Kite MES faz para…“. A intenção é apresentar como a solução Kite MES faz para permitir a gestão de vários problemas típicos da produção. Em outros artigos eu falei sobre vários problemas relacionados a baixa produtividade da indústria brasileira. Nos artigos dessa categoria pretendo apresentar algumas soluções de gestão que permitem o aumento dessa produtividade.
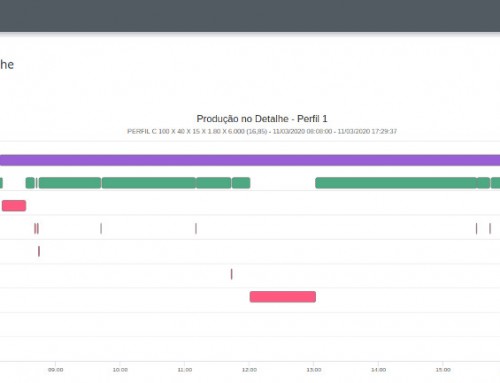
Um problema muito comum na gestão da produção é a troca de turno. Antes de encerar o operador (ou operadores) tem um tempo para organização e em seguida inicia-se um novo turno. Esse momento é um grande gerador de desperdício, principalmente de tempo. Como o Kite MES faz para controlar a Troca de Turno? Na figura abaixo temos um diagrama de tempo da troca de turno…
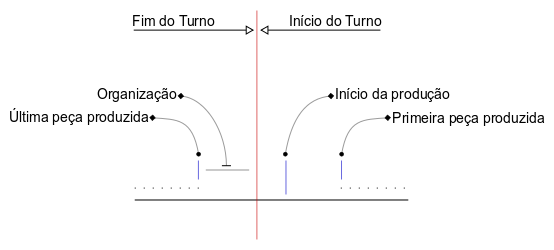
No final do turno estamos considerando o tempo de organização e limpeza para que o próximo turno comece com tudo organizado. Se no seu caso isso não acontece considere que esse tempo é igual a zero.
O Kite MES armazena o tempo de parada para a organização e o tempo entre a produção da última peça e o final de fato do turno. Esses tempos servem para verificar quanto de disponibilidade está se perdendo nesse momento.
Após o início do turno seguinte mede-se os tempos entre o início do turno, início da produção e a produção da primeira peça desse novo turno. Nesse caso é possível avaliar quanto tempo o operador demorou para iniciar a produção após o início do turno e, iniciada a produção, quanto tempo levou para produzir a primeira peça.
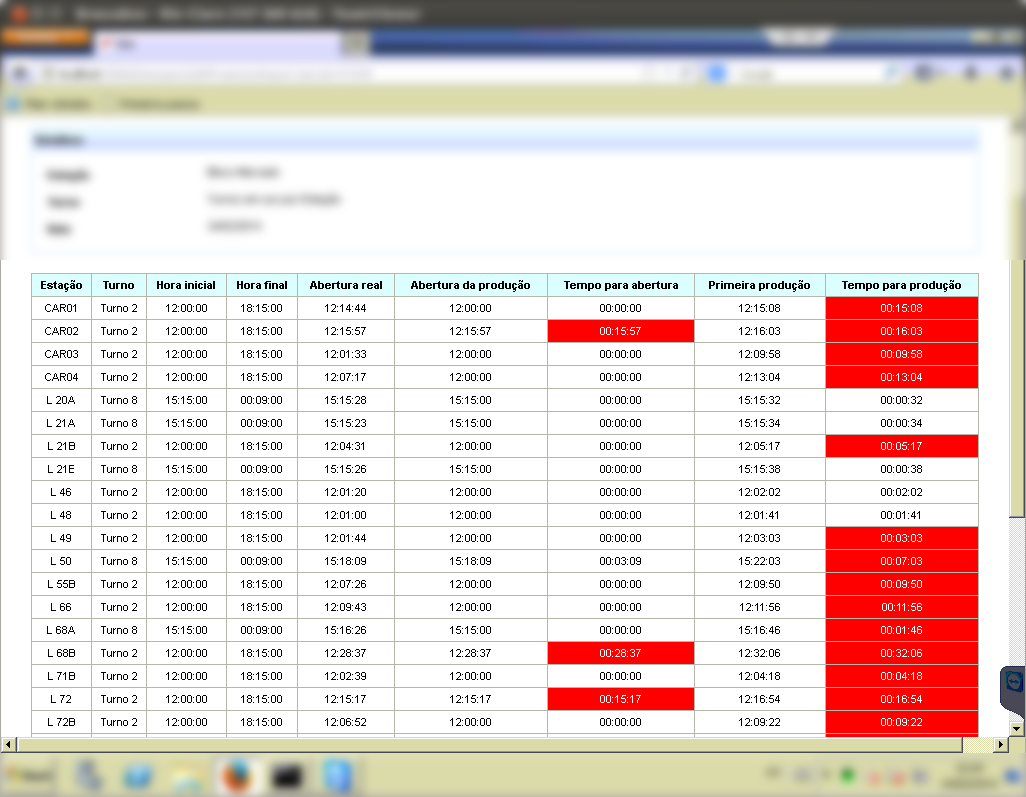
No caso do início do turno o Kite MES possui a configuração do tempo máximo para se iniciar a produção, caso seja ultrapassado esse tempo o valor será destacado no relatório de início de produção. E caso o operador inicie com atraso, mas dentro do tempo permitido, o Kite MES irá considerar que a produção começou de fato no início do turno planejado, ou seja, o operador já inicia com um deficit de produção que terá que recuperar ou o OEE estará prejudicado desde o início.
|
Lean Manufacturing Esse controle dos tempos da troca de turno permite reduzir a perda de tempo com atividades desnecessárias. Outro fator importante é com relação a mudança de cultura, muitas vezes os operadores executam tarefas e atividades que não foram planejadas, em alguns casos essas atividades são boas e devem ser utilizadas por outros operadores, em outros casos são ruins e o operador (ou operadores) devem ser treinados para realizar a tarefa de outra forma. |
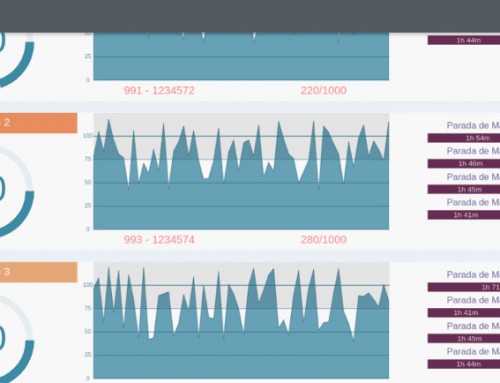
Com o relatório de Início de Produção é possível avaliar os alarmes de atraso de abertura de produção e do tempo para a primeira produção.
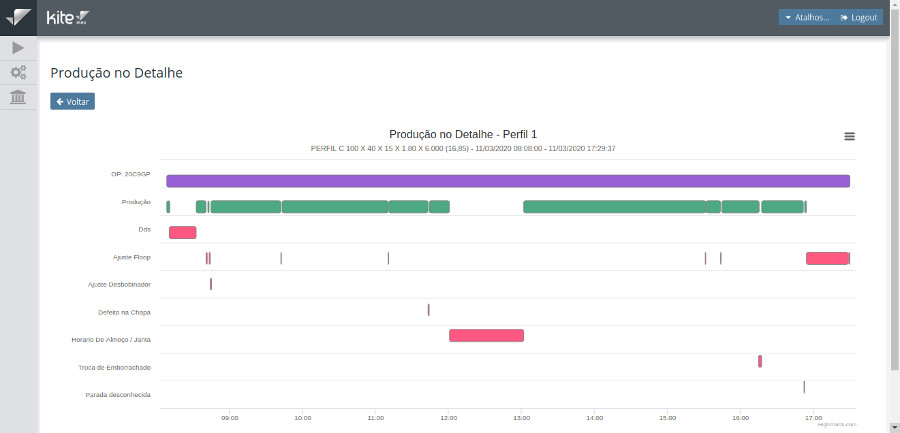
No Sumário de Paradas, é possível identificar os postos de trabalho que excederam o tempo esperado de duração da Parada para Organização ou qualquer outra que esteja configurada.

Avaliando o Tempo Médio de Paradas é possível observar o retorno deste tipo de controle, no caso em questão, a Parada para Organização está configurada para dois minutos.
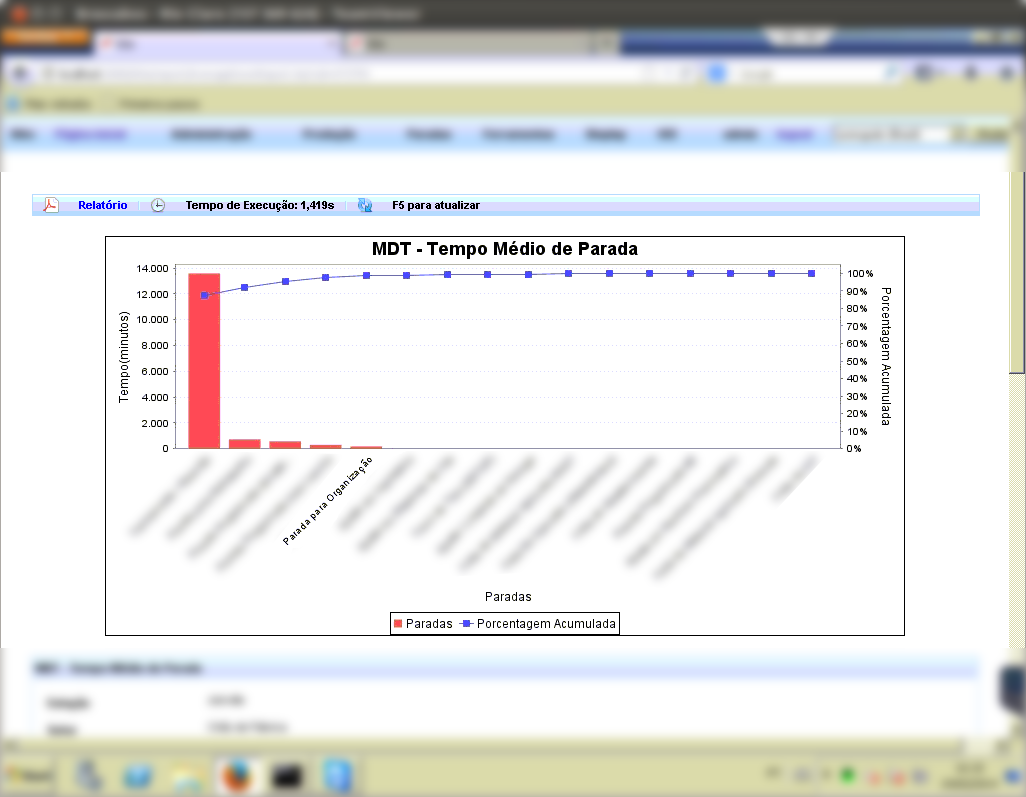
Note no resumo abaixo, que a Parada para Organização dura em média dois minutos e vinte segundos, ou seja, em média esta parada excede em 20 segundos apenas do esperado.
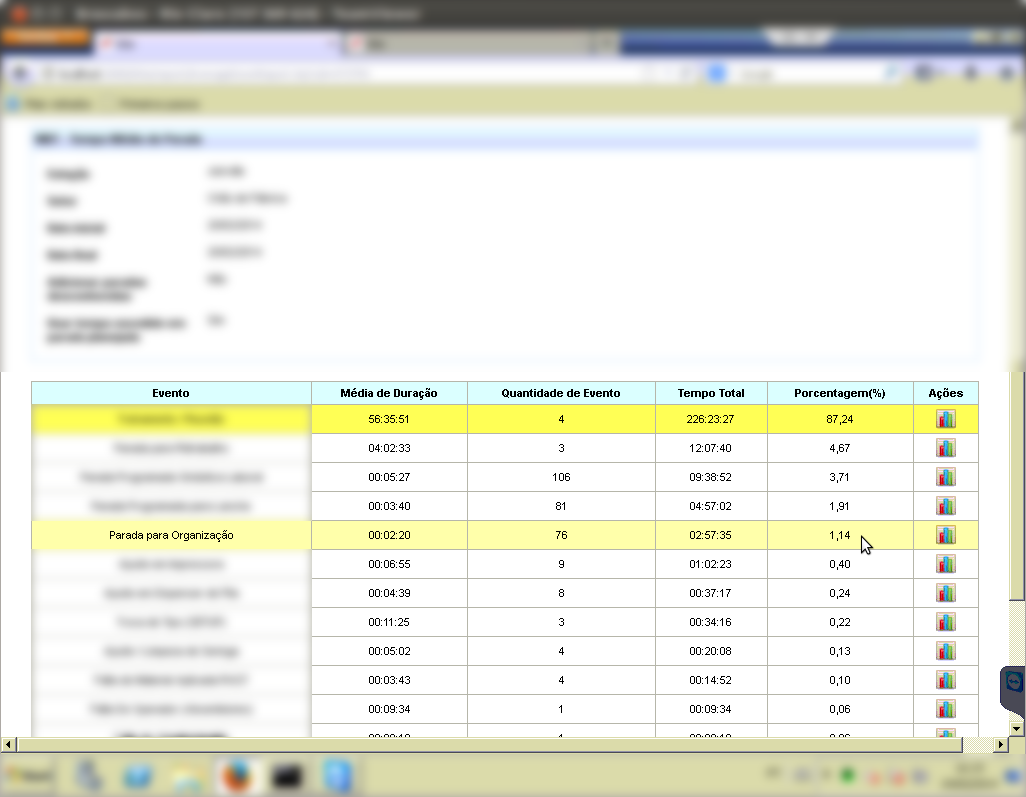
Vale ressaltar que o Kite MES permite que os tempos planejados sejam parametrizados, ou seja, é possível ajustar a realidade de cada tipo de produção.
Essas análises permitem, com pequenos ajustes, aumentar a produtividade sem fazer nenhum tipo de investimento, basicamente mudando parâmetros para a troca de turno e treinando os operadores para aproveitarem melhor o tempo de produção.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}