
Acredito que todos saibam que a letra ‘E’ da sigla MES signifique Execução e que a letra ‘P’ de ERP signifique Planejamento, ou seja, uma ferramenta de MES cuida da execução de algum planejamento realizado (ou não) utilizando um ferramenta de ERP.
Planejamento é uma ideia, um exercício mental com a finalidade de ajudar a execução de alguma tarefa. Esse trabalho vale para tudo que queremos executar, desde uma simples viagem a construção de uma ponte. O planejamento permite uma execução mais eficiente.
Porém, sempre tem um porém, as vezes um mau planejamento pode gerar grandes problemas de execução. Isso não é raro de acontecer na produção industrial. Aproveitando uma pergunta de uma leitora no blog e para encerrar os artigos do ano com um exemplo prático, reproduzo a dúvida dela e a minha resposta.
Feliz 2017 a todos.
Caique boa tarde!
Essa não é a primeira vez que faço contato contigo. Obrigada pela oportunidade!
Na empresa em que trabalho, medimos o OEE, porém ainda precisamos evoluir muito quanto a confiabilidade da informação. O meu sistema não é automatizado e os apontamentos são todos feitos em excel que nos geram grande trabalho e um OEE muito fora da literatura…temos números 90%, 92%, 94%… tudo em função de paradas que não estão sendo alocadas corretamente Mas uma grande dificuldade que estou tendo no momento são as paradas programadas. Temos uma situação que é fator externo a produção: Parada por falta de matéria prima e parada manutenção preventiva que hoje são apontados e que afetam diretamente meu índice de oee e gly (gross line yield) que também medimos. Esse tipo de parada deve desconta-la do meu tempo total? Pergunto-te isso porque consideramos no tempo total o tempo fechado do mês. Com isso minha disponibilidade se torna muito baixa em função dessa parada “externa”, sendo que o conceito de disponibilidade é quando o equipamento está disponível para operar. Se a partir desse momento eu tiver setup, refeição, limpeza aí sim eu computaria como programada, deduzindo do meu disponível…. me dê um norte please!
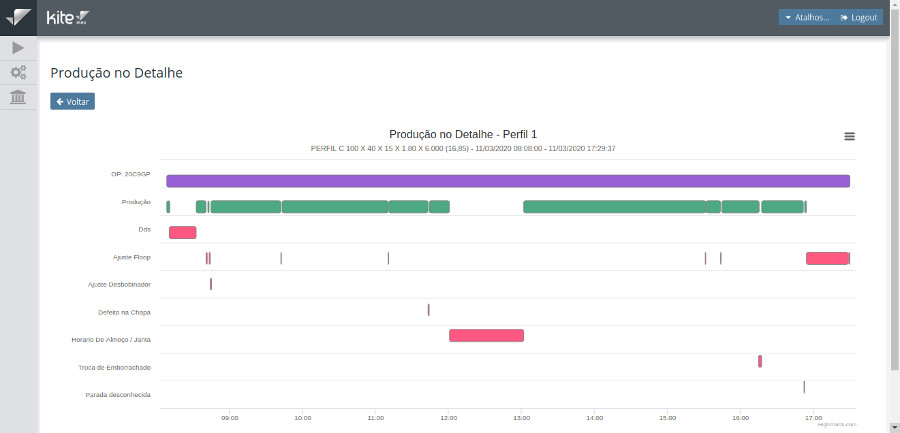
Veja como fazemos:
O que me deixa com a pulga atrás da orelha é: Durante o tempo disponível eu tive uma produtividade muito baixa o que não condiz com os tempos que fiquei parada. O fato se deve a disponibilidade ter sido baixa: oee: 92,55 * 21,10 = 19,53% de gly. Veja como meu oee é alto… indisponibilidades quase zero e queda velocidade muito baixa…logo nos falta o apontamento correto.
TEMPOS EM MINUTOS
Horas Totais do Período 44.640,00
Horas Sem Mão de Obra
Horas Utilizadas 44.640,00
Programadas 35.220,00
Horas Disponíveis 9.420,00
Parada Processo –
Parada Utilidade 62,00
Parada Logística
Parada Suprimentos
Parada Comercial/Commodities
Parada Almoxarifado
Parada Qualidade (CPMI)
Parada Qualidade (Embalagem)
Horas de Eficiência de Linha 9.358,00
Parada Mecânica
Parada Elétrica 87,00
Parada Operacional 280,00
Parada Automação
Perda Queda Velocidade 273,00
Horas de Produção Bruta 8.718,00
INDICADORES DE DESEMPENHO
Fator Utilização 100,00%
Disponibilidade 21,10%
Eficiência de Linha Bruta 93,16%
Perdas por Qualidade 0,00% 100,00%
Indisponibilidade Externa 0,66% 99,34%
LEF – Eficiência Linha 93,16%
OEE – Eficiência Total dos Equipamentos 92,55%
GLY – Produtividade 19,53%
OAE – Eficiência Global 19,53%
Produção Bruta (t.) 15.994
Produção Líquida (t.) 10.777
Performance 67,38%
Obrigada.
E a minha resposta:
Olá,
Ufa. Deixa eu tomar um folego porque sua pergunta é grande.
Antes quero te elogiar pela determinação, parabéns. Não é fácil fazer esse trabalho na mão e ainda por cima sabendo que os dados não são precisos. Aí, puxando a brasa pra minha sardinha, é que entra o Kite MES e os coletores no chão de fábrica e tal, mas você já sabe disso.
Vamos a sua dúvida, que é uma dúvida muito comum: o que deve ser considerado como parada programada?
A resposta é até simples, mas não é fácil convencer todo mundo.
Filosofando um pouco, o mundo real não aceita corretivo, copy e paste ou coisa do tipo.
O que quero dizer com isso?
Tudo está relacionado ao planejamento que aceita corretivo e copy e paste.
O pessoal de planejamento NÃO pode, em nenhuma hipótese, planejar se NÃO existe matéria prima.
Ah, mas como eles vão saber? As vezes atrasa ou o fornecedor tem problema, ou qualquer outra causa.
Tá bom, mas se planejar a bomba vai estourar no chão de fábrica. Afinal que tipo de parada é essa?
– Fabrica aí!!
– Uai, mas não tem matéria prima!!
– Problema seu, se vira…
Mas é assim? Não funciona, é claro.
O mesmo vale para manutenção preventiva.
Quer dizer então que tem uma produção programada, mas aí chega o gerente de manutenção e diz:
– Para tudo. Vamos fazer uma manutenção preventiva. É isso ou tudo vai explodir!!
Mas como assim? A manutenção preventiva não é planejada? Ninguém sabia que era hora de produzir?
Excluindo as empresas de serviços que vendem o serviço de manutenção preventiva, alguma empresa vive de vendar manutenção preventiva ou de vender os produtos? Não dava pra fazer isso outra hora?
Desculpe o texto irônico, mas acho que você entendeu:
O problema não é considerar ou não. Preventiva tem que ser parada planejada e ponto. E falta de matéria prima nem pode ser considerado parada, nem deveria haver um planejamento para produzir se não tem matéria prima.
Resumindo: Seus cálculos estão certos o planejamento é que está errado, daí a distorção.
Espero ter respondido e continuo a disposição.
Abraços,
Caique.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}