
Uma das dificuldades encontradas na utilização do índice OEE é a relativa as considerações a respeito de paradas planejadas.
- Quais são as paradas que são consideradas planejadas?
- O almoço é uma parada planejada? E atividade laboral? Café?
- Isso não prejudica a produtividade?
- Como considerar as paradas programadas?
- Como elas entram na cálculo do OEE?
- Existe alguma situação em que elas são consideradas?
São essas e outras perguntas que eu vou responder nesse artigo.
Antes de mais nada vamos deixar uma coisa clara:
O OEE é um índice que mede a eficiência de uma máquina e que pode ser expandido para medir a eficiência de uma fábrica inteira. Sendo assim, se não foi planejado utilizar a máquina (ou a fábrica inteira) por qualquer razão não existirá nenhum informação que possa afetar o OEE, ele simplesmente não é considerado se não foi planejado usar a máquina (ou fábrica). O OEE no momento da parada planejada não é 0% nem 100%. É nada. Não tem como nem sentido calcular.
“Mas espera um pouco. Máquina parada significa prejuízo. Se o pessoal está almoçando, por exemplo, e a máquina está parada a empresa está perdendo dinheiro. Isso tem que ser considerado.”
É verdade e esse é o ponto. A empresa está tendo prejuízo, mas e a eficiência da máquina? Nem dá pra saber, não foi planejado nada.
“O que eu faço então com a parada para almoço? Como eu considero?”
No cálculo do preço final do produto. As paradas planejadas geram custo (de pessoal principalmente) e esse custo tem que compor o custo final do produto. É uma questão do departamento financeiro, não está relacionado com a produção.
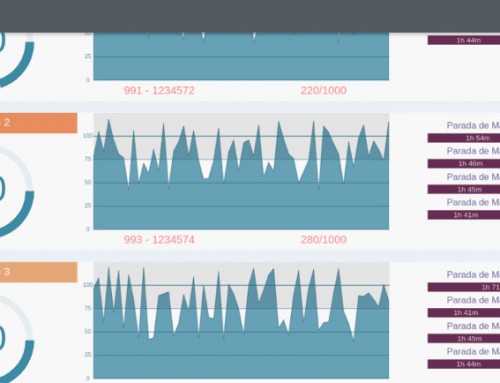
Porém algumas coisas podem ocorrer e a parada planejada pode ocultar informações importantes. Observe o relatório Sumário de Paradas do Kite MES (clique na imagem para ampliar). Os dados são reais.
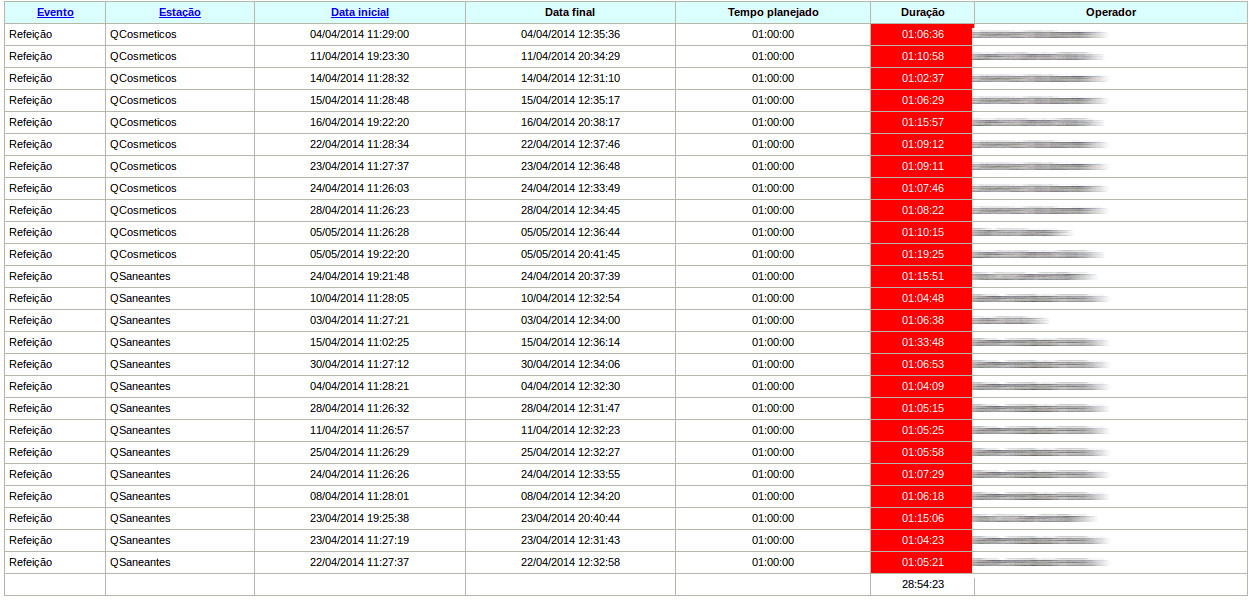
O tempo planejado para o almoço é de uma hora, porém durante os dias apresentados houve sempre atrasos. Pequenos é verdade, mas o total foi de quase meia hora. Você pode então dizer: “Há, mas isso não causa tanto problema assim, é pouco tempo.” Sim e não. Primeiro esse atraso acumulado irá, ao longo do tempo, reduzir a produtividade. Mas tem uma questão mais importante. Essa é uma parada planejada e, caso não seja monitorado, não tem como saber se o tempo planejado está de acordo com a realiade e isso vale para outras paradas, dê uma olhada nos relatórios abaixo.


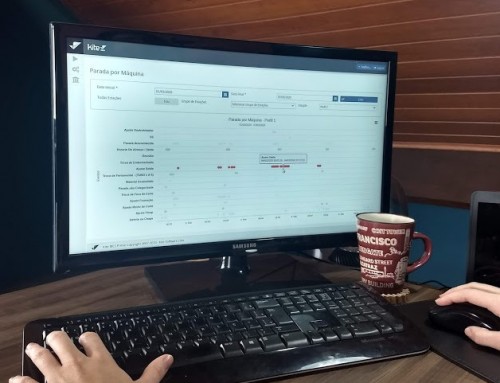
Note que paradas programadas produzem paradas não programadas para almoço ou qualquer outra parada. E o grave é que isso não tem nada a ver com a máquina. A máquina não tem problema algum, estaria em perfeito funcionamento, ou seja, está em uma parada não planejada que ocorreu em função de uma parada planejada.
Você percebe o tamanho do problema? É uma perda difícil de identificar, mas tem mais. Veja ao próximo relatório.
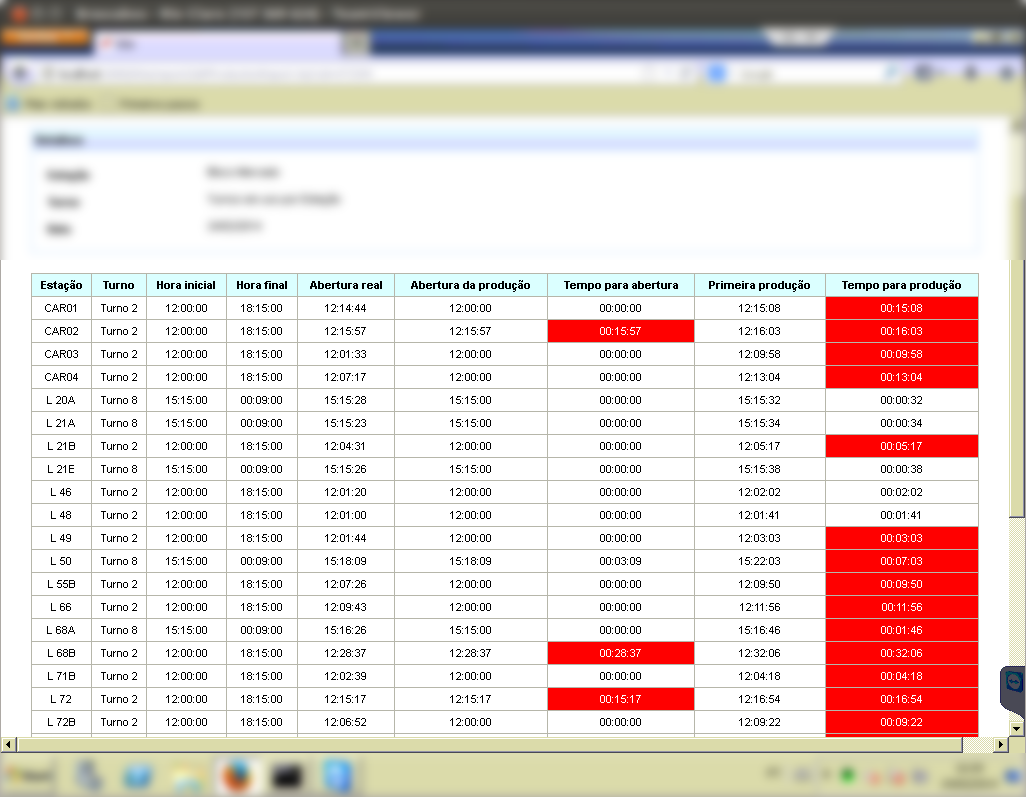
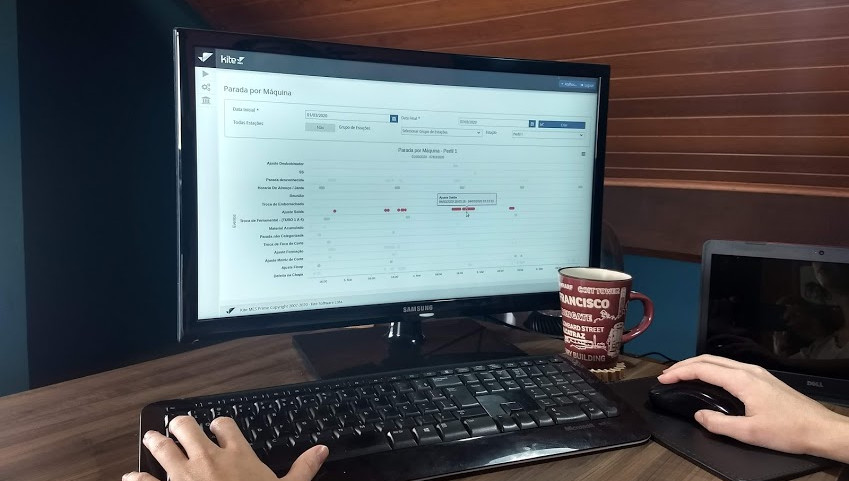
Esse relatório é o Início de Produção. Veja que a produção já começa atrasada em relação ao tempo planejado. Nem podemos chamar de parada porque nem começou a produzir ainda. A coluna “Tempo para abertura” apresenta o tempo que o operador demorou para chegar ao posto de trabalho (alguns atrasos) e a coluna “Tempo para a produção” mostra o atraso para se produzir a primeira peça.
É claro que todos esses atrasos e paradas não programadas vão influir no OEE, mas é muito difícil de medir esses tempo e portanto difícil de tomar ações para melhorar a produtividade. Mas é possível.
É claro, como dá para ver pelos relatórios, que antes de mais nada é preciso medir esses atrasos.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Show muito bom
Valeu, obrigado.
Caique.